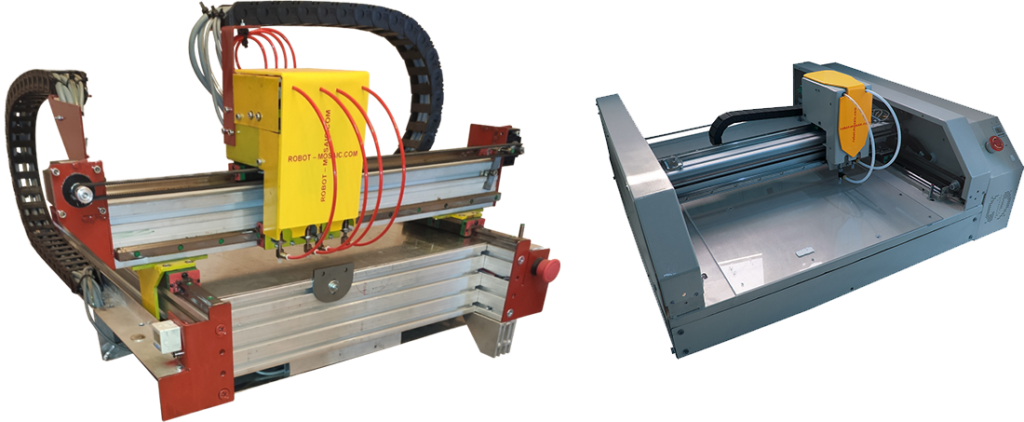
Характеристики
| Четыре присоски | Две присоски | |
| Скорость на 1 чип мозаики | 1,1 сек. | 1,7 – 1,9 сек. |
| Скорость сборки 1 м2 мозаики | 2,5 часа | 3,8 часа |
| Кол-во цветов одновременной подачи | 32, возможно увеличить до 64 цветов | 32 |
| Станина | Станочный алюминиевый профиль | Станочный алюминиевый профиль |
| Направляющие | Рельсовые Hiwin (Тайвань) | Рельсовые Hiwin (Тайвань) |
| X ПРИВОД | Hiwin HGR15RC | Hiwin HGR15RC |
| Y ПРИВОД | Hiwin HGR 20RC | Hiwin HGR15RC |
| Z ПРИВОД | MR 7ML | Вал полированный SFC8 |
| Контроллер | Dynomotion (USA) | USB SmoothStepper (China) |
| Драйверы | Dynomotion (USA) программируемые | Leadshine (China) программируемые |
| Пневматика | SMC (Япония) | SMC (Япония) |
| Напряжение | 230B — 220B, 50 Гц | 230B — 220B, 50 Гц |
| Привод | Шаговые двигатели | Шаговые двигатели |
| Соединение | USB порт. | USB порт. |
| Язык управления | G-code ISO | G-code ISO |
| Материал рабочего стола | Алюминий 2 мм. | Алюминий 2 мм. |
| Пневморесивер | Сталь. Объем 2 л. | Сталь. Объем 2 л. |
| Вакуум в системе | 10-75 kPa, max 80 kPa. | 24 -54 kPa, max 60 kPa. |
| Размеры рабочего поля (XYZ) | 520 х 550 х 25 (мм) | 520 х 550 х 25 (мм) |
| Размеры станка (XYZ) | 890 х 825 х 400(мм) | 890 х 825 х 400(мм) |
| Время удержания вакуума до полной разрядки — 8 ч. | ||
| Вес нетто | 59 кг. | 50 кг. |
Гарантия на основные узлы и агрегаты 1 год. Гарантия покрывает производственные дефекты и не распространяется на естественный износ. Если что то случится с Вашим оборудованием, пожалуйста, с, чтобы Ваше оборудование работало исправно.
Сравнение скорости сборки две присоски и четыре присоски
Технологическая особенность
Основной отличительной характеристикой станка является конструкция направляющих. Технологии станкостроения используют два основных типа направляющих:

РЕЛЬСОВЫЕ. В данной технологии функции силовой нагрузки и перемещения разделены.
Функцию силовой нагрузки, несет на себе станина или опорная балка, на которые крепятся рельсовые направляющие.
Функцию перемещения несут рельсовые направляющие, на которые устанавливаются специальные подшипники.
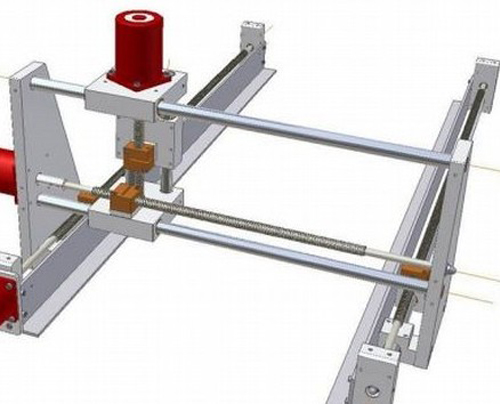
ВАЛ. В данной технологии функция перемещения и функция силовой нагрузки совмещена. Вал несет на себе как всю нагрузку, так и обеспечивает функцию перемещения. Данная технология значительно дешевле применения рельсовых направляющих. Но, у нее есть существенный недостаток: — быстрый износ под нагрузками, вследствие большого количества перемещений; — провисание вала и потеря точности со временем.
Для выкладки панно из 100 000 чипов, станку необходимо в скоростном режиме сделать 200 000 движений назад/вперед и столько же лево/право. Поэтому мы выбрали технологию, основанную на рельсовых направляющих.